
Iron has played a crucial role in human civilization since the Iron Age, which began around 1200 BCE, as blacksmiths and early metalworkers used iron to create various products, especially tools, weapons, and structures. The Industrial Revolution further accelerated iron production with advanced smelting and casting methods, allowing manufacturers to make the most of this versatile material.
As of today, with an estimated market value of $136.71 billion, iron casting remains an indispensable metalworking technique in many modern industries, from kitchenware to automotive, industrial machinery, and more.
This article will explore how cast iron is made with modern techniques and the main materials involved. We will also discuss the properties and applications of cast iron to help you understand this widespread manufacturing process.
What is Iron Casting?
Iron casting is a manufacturing process used to produce metal parts. By leveraging the properties of cast iron, such as its hardness, toughness, strength, ductility, and malleability, the resulting parts will have a greater resistance to wear, the ability to absorb impact, as well as flexibility in withstanding tensile and compressive forces.
The process itself involves several key steps:
- Melting: Iron is heated in a furnace until it reaches its melting point, transforming it into a liquid state.
- Pouring: The molten iron is poured into a prepared mold, which has the desired shape of the final product.
- Cooling: As the iron cools, it solidifies and takes the shape of the mold cavity.
- Removal: Once solidified, the cast part is removed from the mold and subjected to additional processing if necessary.
It is also important to note that metal casting can be done using several methods, which are further categorized as expendable mold casting or non-expendable mold casting, depending on the type of mold. We will discuss these techniques in later sections of this article.
Iron Casting Processes: Expendable Mold Casting
Expendable mold casting uses temporary molds which are destroyed after each casting cycle. The processes are further categorized based on the mold material, including sand casting, shell molding, plaster mold casting, and investment casting.
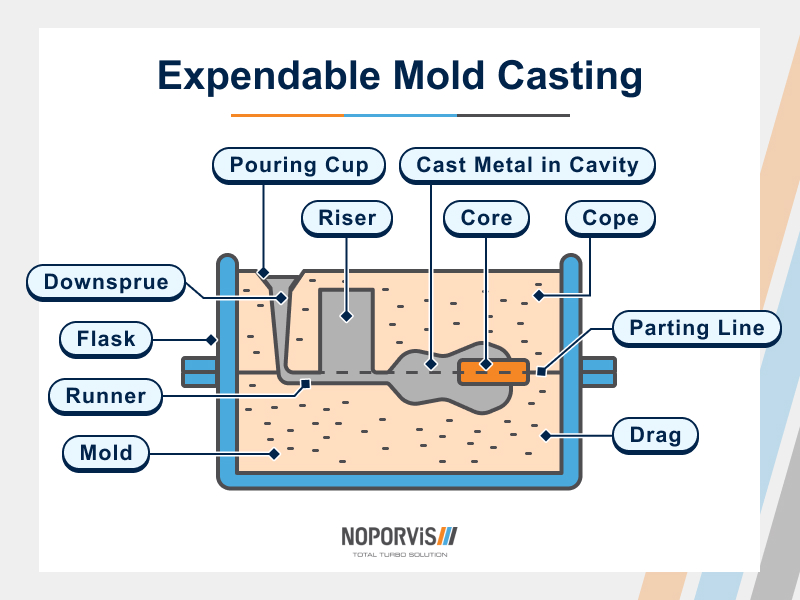
Sand Casting
Sand casting is one of the most common and oldest methods of casting. In this process, a mold is created using sand mixed with a binding agent, such as clay, polymerized oil, or a chemical binder. This sand mixture will then be packed around a wooden or metal pattern to form a mold cavity shaped like the desired part. Once the molten iron is poured into the mold and allowed to cool, the sand mold can be broken away, revealing the cast iron product.
Sand casting is versatile. It can accommodate various shapes and sizes, from small components to large industrial pieces. It also has a relatively low tooling cost, as the sand mold material can be recycled after being broken and requires little maintenance, making this method ideal for small production runs and custom parts.
However, sand castings generally have lower dimensional accuracy and a rough surface finish compared to other methods. Additionally, the process may require longer lead times for setup and production, depending on the part complexity.
Shell Molding
Shell molding is a variation of sand casting where a metal pattern is heated and coated with a mixture of fine sand and a thermosetting resin. As the resin cures, a thin and sturdy shell will form around the pattern, creating half of the mold. Two half-shells will then be together to form the mold cavity for iron casting.
Shell molding allows for improved surface finish and higher dimensional accuracy, so it can cast more intricate shapes than sand casting. Shell mold creation is also slightly faster compared to traditional sand casting, making it well-suited for small to medium-sized components that require precision.
The downside to this method is that the initial setup costs for creating the heated patterns can be higher, and the process is less effective for casting very large parts. Moreover, the use of resin-coated sand may not be as environmentally friendly as other methods due to the chemicals involved.
Plaster Mold Casting
Plaster mold casting uses a plaster mixture as the mold material. The mixture will be poured over a pattern and left to set into the shape of the desired mold cavity. Once hardened, the mold is removed, dried, and prepared for the iron casting.
Due to the texture of the mold, this casting method can achieve high levels of detail and tight tolerances, even for complex, thin-walled parts. The process also offers smoother surface finishes than sand casting, reducing the need for additional machining. This also makes it cost-effective for small production runs of intricate parts.
Nevertheless, this method is limited to iron alloys and metals with lower melting points, as the plaster molds cannot withstand extremely high temperatures. The drying time for the plaster mold can also slow down the production process which is why it may not be efficient for medium to large-volume batches.
Investment Casting
Investment casting, also called lost wax casting, is a precision casting process that uses wax patterns. After the wax pattern of the desired part is created, multiple wax patterns are assembled into a tree-like structure and dipped into a ceramic slurry. The ceramic slurry will harden around the wax patterns, forming a mold. The wax is then melted out, to create a hollow cavity in the ceramic mold, allowing motel iron to be poured into the cavity. Once the metal has cooled, the ceramic mold will be broken to reveal the finished casting.
Investment casting offers several advantages, including the ability to produce intricate and detailed parts, which can be difficult or even impossible to create with other methods. Yet, due to the complexity of the process, investment casting can be relatively expensive and slower, so it usually is more suited for small to medium-sized production.
There is another variation of investment casting called lost foam casting, which uses a foam pattern instead of a wax pattern. While this alternative is generally less expensive than traditional investment casting, it is less suitable for producing complex parts.
Iron Casting Processes: Non-Expendable Mold Casting
Non-expendable mold casting uses durable, reusable molds for producing parts. It usually offers greater efficiency and consistency in production than expendable casting. Common methods in this category include gravity casting, die casting, centrifugal casting, and continuous casting.
![An illustration of non-expendable mold casting — the process uses durable, reusable molds for producing metal parts.]](https://www.noporvis.com/wp-content/uploads/2024/12/Noporvis-3.-iron-casting-image-2.jpg)
Gravity Casting
Gravity casting, also known as permanent mold casting, relies solely on gravity rather than external pressure to guide the flow of molten metal when filling the mold. The mold itself is usually made out of durable materials that can withstand high temperatures to ensure repeated use.
Since the process is very straightforward, gravity casting offers lower equipment costs and labor costs, making it cost-effective for medium productions. The simplified setup can also be easily designed to accommodate the production of larger castings.
Even so, gravity casting has limitations in producing complex shapes due to its relatively lower dimensional accuracy. The slower cooling rate of the molten metal can also impact the mechanical properties of the final product, making it less suitable for components requiring high strength.
Die Casting
Die casting is a precision metal casting process where molten metal is injected under high pressure into a mold or die. The dies are typically crafted from hardened steel and meticulously engineered to form intricate shapes with fine details.
While the tooling costs for die casting are less economical for small production batches, it is widely used for mass production due to its high speed. Plus, with die casting, the high-pressure injection ensures that the molten metal entirely fills the mold cavity, resulting in a product with exceptional dimensional accuracy, minimal porosity, and a smooth surface finish.
Centrifugal Casting
Centrifugal casting is a technique where molten metal is poured into a rotating mold. The centrifugal force generated during the rotation pushes the molten metal toward the mold’s inner wall, allowing it to solidify into hollow cylindrical components such as pipes, tubes, and rings.
Due to the compacting effect of the centrifugal force, this casting method allows for material density, reduced porosity, and enhanced mechanical properties. It also allows for consistent wall thickness, minimizing the need for secondary machining processes.
Nonetheless, it is important to note that centrifugal casting is restricted to creating cylindrical shapes, so manufacturers may have to choose other methods if they would like to produce more complex geometries.
Continuous Casting
In the process of continuous casting, molten metal is poured into a water-cooled mold that is open at both ends. As the metal is poured, it forms a solid shell on the outer layer while the core remains liquid. This solidification occurs gradually from the outside in. Once the metal is fully solidified, the cast metal, or “strand,” is continuously drawn from the mold. The strand is then cut into predetermined lengths.
The advantages of continuous casting include its ability to produce large quantities of parts with consistent cross-sectional properties, especially for shapes like billets, slabs, and strips. The process is also highly efficient and reduces waste.
Still, the process requires precise control of cooling rates to avoid defects like porosity. It also has limitations when creating more complex or irregular shapes, as it is primarily used for standard designs.
Common Types of Cast Iron Materials
Different types of iron-casting materials have varying properties and composition. In this section, we will introduce some of the most common types, including gray cast iron, compacted graphite iron, white cast iron, malleable cast iron, and ductile cast iron.
Gray Cast Iron
Gray cast iron is the most common type of cast iron, characterized by its distinctive color and flake-like graphite microstructure. The structure can be controlled during casting by adjusting the cooling rate, which influences the size and distribution of the flakes, and ultimately its properties.
This type of iron is less ductile than other forms and has lower tensile strength. However, it offers excellent vibration damping and good thermal conductivity, making it ideal for engine blocks, machinery bases, and other applications involving mechanical stress. The graphite flakes in gray cast iron also act as internal lubricants, making it relatively easy to machine.
Compacted Graphite Iron
The microstructure of compacted graphite iron is exhibited as graphite flakes, but the flakes are more blunt and interconnected compared to those found in gray iron. Its production involves careful adjustments to the cooling rate and additions of specific alloying elements, such as magnesium and titanium, which can help improve the microstructure.
As such, the unique graphite structure allows compacted graphite iron to have higher tensile strength, ductility, and fatigue resistance than gray iron, while maintaining optimal thermal conductivity and machinability. With these properties, compacted graphite iron is suitable for a wider range of applications, including automotive engine components, pump housings, and machine frames.
White Cast Iron
Due to the high cooling rate and lower silicon content, the carbon in white cast iron forms hard iron carbide (cementite) crystals instead of graphite during solidification. This absence of free graphite gives white cast iron its characteristic white, shiny fracture surface.
The main advantage of white cast iron is its excellent wear resistance and hardness, making it ideal for applications that require a durable and abrasion-resistant surface. This includes components such as slurry pumps, grinding mills, and some wear-resistant coatings. Despite these benefits, white cast iron has limited toughness as it is brittle and prone to cracking under impact.
Malleable Cast Iron
Malleable cast iron is produced by heat-treating white cast iron. By heating the white iron at temperatures around 950°C for an extended period, followed by a controlled cooling process, the iron carbide (cementite) breaks down, releasing graphite in the form of spheroidal particles along with soft ferrite.
In turn, these spheroidal particles are much less prone to causing cracks and stress concentration, resulting in improved toughness, flexibility, and machinability. This makes malleable cast iron a practical choice for parts exposed to cyclic stresses and mechanical loads, such as automotive parts, pipe fittings, and agricultural machinery, where shock absorption and wear resistance are crucial.
Ductile Cast Iron
Ductile cast iron, also known as nodular iron, is distinguished by its unique graphite structure, which comes in spheroidal or nodular shapes. This structure is achieved by adding small amounts of magnesium to the alloy during production, which improves its mechanical properties as the spherical nodules disrupt the propagation of cracks.
One of the key properties of ductile iron is its excellent ductility, meaning it can deform under stress without breaking. This makes it more resistant to impact and shock than other cast iron types. The material also exhibits higher tensile strength, fatigue resistance, and overall toughness, which makes it suitable for applications requiring high durability, such as automotive components, pipelines, and machinery parts.
The composition of ductile iron is carefully controlled to optimize these properties, with impurities like sulfur and oxygen minimized to prevent negative reactions that could affect the shape of the graphite nodules. The mechanical properties of ductile iron can also be further tailored by controlling the cooling rate and subsequent heat treatments, allowing the microstructure and properties to be modified for their specific applications.
Cast Iron Materials: Comparison Table
Here’s a table summarizing the properties of the materials mentioned above. We’ve also added some information about their carbon content and trace element percentage.
| Cast Iron Type | Gray Cast Iron | Compacted Graphite Iron | White Cast Iron | Malleable Cast Iron | Ductile Cast Iron (Nodular Iron) |
| Structure | Graphite flakes | Compact graphite flakes | Iron carbide crystal | Spheroidal graphite and soft ferrite | Spheroidal graphite |
| Carbon Content | 2.5-4.0% | 3.0-4.0% | 2.0-4.5% | 2.0-3.0% | 3.2-3.8% |
| Trace Elements (%) | Si: 1.8-2.5 Mn: 0.4-1.0 P: <0.1 S: <0.1 | Si: 1.8-2.5 Mn: 0.4-1.0 Ti: 0.08-0.15 P: <0.1 S: <0.1 Mg: <0.1 | Si: 0.5-1.5 Mn: 0.3-0.8 P: <0.1 S: <0.1 | Si: 0.8-1.5 Mn: 0.4-0.8 P: <0.1 S: <0.1 | Si: 2.0-2.8 Mn: 0.4-0.8 Mg: 0.04-0.1 P: <0.03 S: <0.03 |
| Strength | Moderate tensile strength, Low ductility | Higher than gray cast iron | High hardness, Low ductility | High ductility and toughness | High tensile strength and ductility |
| Machinability | Fair | Good | Poor | Good | Good |
| Wear Resistance | Moderate | Good | Excellent | Good | Good |
| Impact Resistance | Low | Higher than gray iron | Low | Good | Excellent |
| Common Applications | Engine blocks, Machine beds, Manhole covers | Automotive components, Pump housings, Machine frames | Wear-resistant components, Rolls, Crushers | Automotive components, Pipe fittings, Agricultural machinery | Automotive components, Machinery parts, Pipe fittings |
Applications of Cast Iron

With its versatility and wide material options, iron casting can be used to produce parts for various industries. Here are some examples:
- Automotive: Manufacturers create turbine housing, engine blocks, cylinder heads, manifolds, and brake components with iron casting, as materials like gray and ductile iron offer excellent wear resistance and strength.
- Marine: With its durability and resistance to corrosion, cast iron products like propellers, engine blocks, and hull components become the ideal choice for boats of various sizes.
- Machinery: Cast iron’s wear resistance and ability to dampen vibrations make it ideal for manufacturing heavy-duty machine parts, such as gears, housings, and structural components.
- Kitchenware: The heat retention and durability properties of cast iron allow manufacturers to create kitchenware like skillets, Dutch ovens, and cookware with even heating for both household and commercial use.
- Piping: Cast iron is extensively used for water, gas, and sewage pipes due to its strength, corrosion resistance, and ease of maintenance. Sewer components like manhole covers also rely on cast iron to withstand high pressure and wear in harsh conditions.
High-Quality Iron Casting Solutions at Noporvis
If you need high-quality cast iron parts, feel free to reach out to Noporvis. As a trusted iron-casting supplier, we specialize in custom automotive parts, particularly turbine components such as turbocharger housings, downpipes, and exhaust manifolds. With ISO9001 certifications, our expert team and state-of-the-art facilities ensure the highest quality standards, as well as exceptional precision and consistency in every part manufactured.
On top of that, Noporvis understands how each application has unique demands, so our team will always be ready to provide professional advice to help clients choose the best materials for their specific needs, ensuring optimal performance and durability. Visit Noporvis to check out our iron casting solutions today!


